





Gebrauchtbehälter

Artikelnummer: 15-903LF

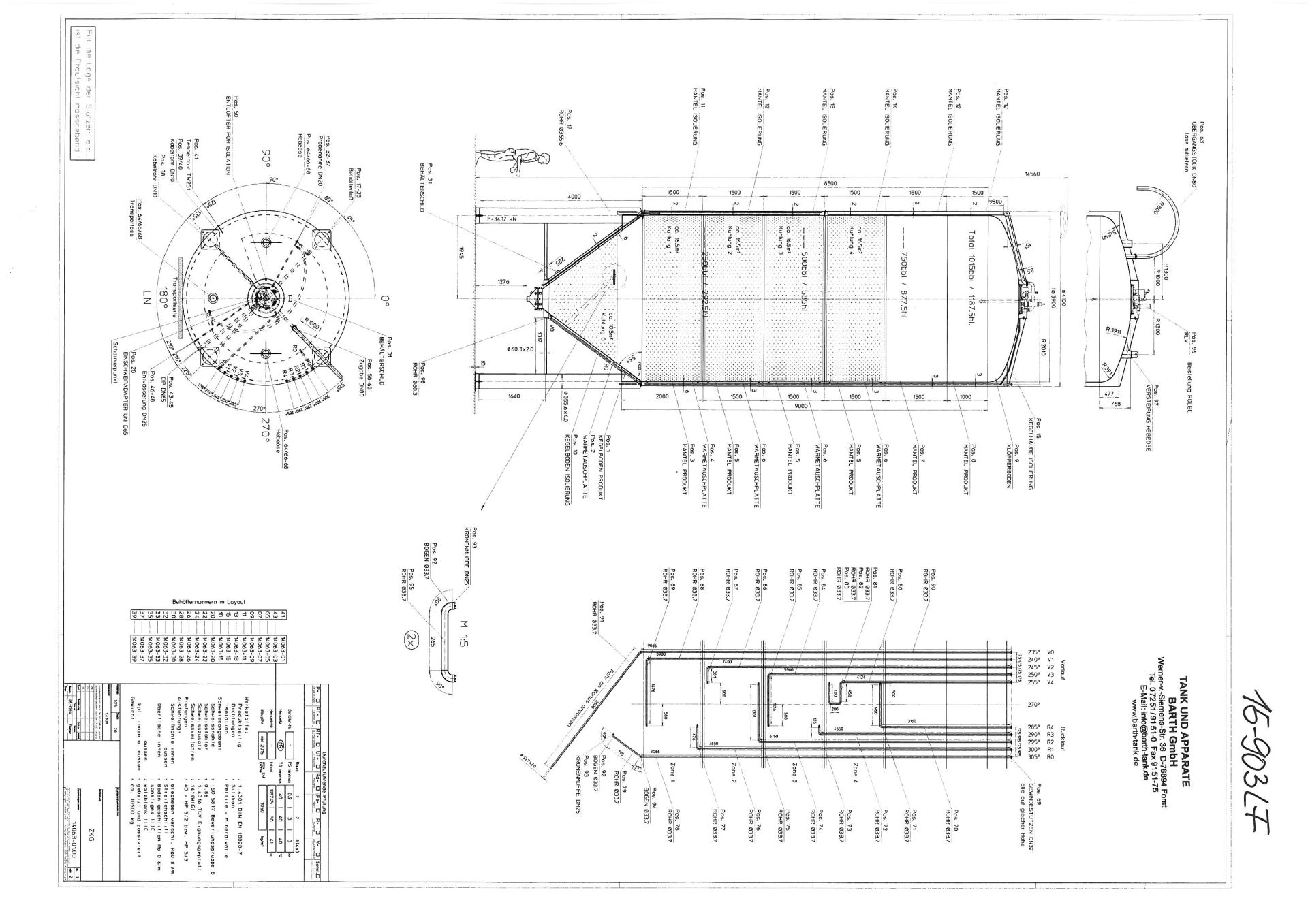
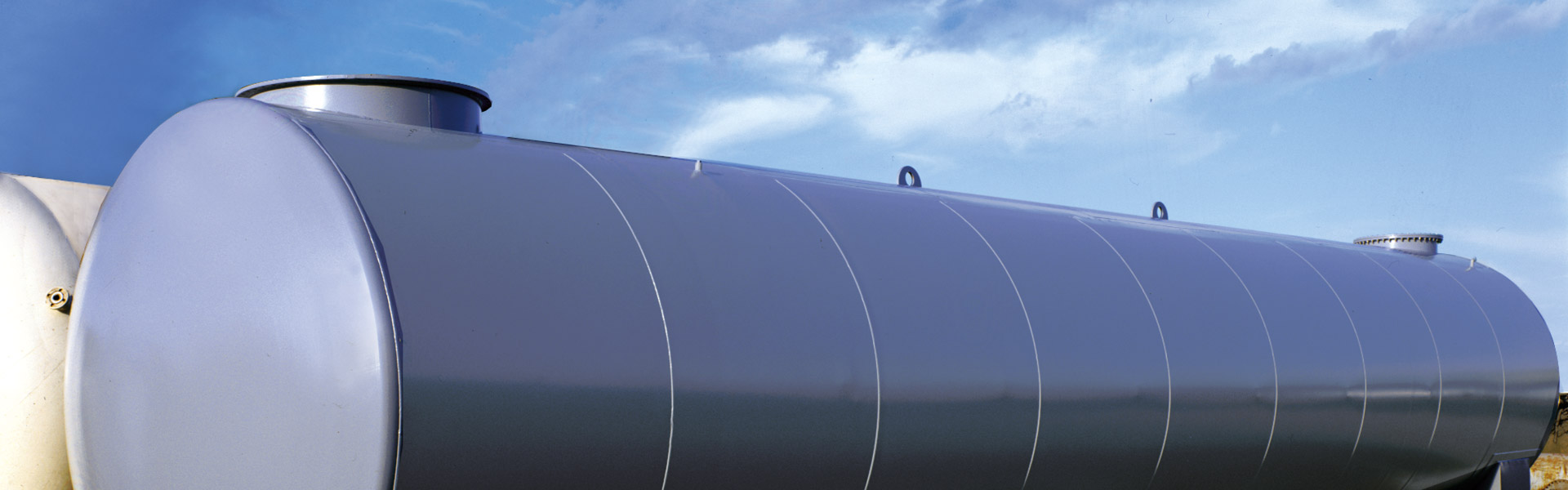
Druckbehälter aus Edelstahl (V2A), WSt 1.4301 IIIc
| Attribute | Wert |
|
Artikelnummer |
15-903LF |
|
Kurzbezeichnung 1 |
Druckbehälter aus Edelstahl (V2A), WSt 1.4301 IIIc |
|
Technische Daten / Maße
|
|
|---|---|
| Attribute | Wert |
|
Verfügbare Stückzahl |
4 |
|
Volumen |
118 Liter |
|
Behälterart |
Lagerbehälter |
|
Zustand |
werksneu |
|
Lebensmittelgeeignet |
Ja |
|
Bauform |
stehend |
|
Durchmesser innen |
3 mm |
|
Durchmesser außen |
4 mm |
|
Zylindrische Höhe |
8 mm |
|
Gesamthöhe |
14 mm |
|
Betriebsdruck |
Überdruck |
|
Betriebsüberdruck |
1 bar |
|
Anmerkung |
Zylindrokonische Bier-/Gär- und Lagertanks |
|
Spezifisches Gewicht des Mediums |
1 to/m³ |
|
Bodenfreiheit |
1 mm |
|
Betriebstemperatur |
40 Grad Celsius |
|
Anmerkungen |
Traufhöhe ca. 13.500 mm |
|
Material / Beschaffenheit
|
|
| Attribute | Wert |
|
Schweißnähte innen verschliffen |
Nein |
|
Heiz-/Kühlsystem
|
|
| Attribute | Wert |
|
Heiz-/Kühlsystem vorhanden |
Ja |
|
Zylinder |
Rohrschlangen innen |
|
Kühlmedium |
Glykol |
|
Betriebsdruck |
4 bar |
|
Betriebstemperatur |
-10/40 Grad Celsius |
|
Größe Heiz-/Kühlfläche |
4x 16,5 (insgesamt 66) qm |
|
Anmerkungen |
Kühlzonen am Zylinder ca. 4 x 16,5 m² (Gesamt ca. 66 m²) Temperierung: Durch die Profilierung entsteht eine vorgegebene Stromführung. Als Kühlmedium ist Glykol- 3 °C vorgesehen. Die statische Verbindung des aufgedoppelten Bleches zum Innenmantel erfolgt durch Laserschweißung. Die Vorläufe und Rückläufe je Zone werden innerhalb der Isolierung nach oben aus dem Verkleidmantel herausgeführt und enden mit Schweißende DN 32 oder wahlweise mit einem zu definierenden Anschluss-Stutzen. |
|
Isolierung
|
|
| Attribute | Wert |
|
Isolierstärke |
100 mm |
|
Anmerkungen |
Der Behälter erhält rundum einen dicht verschweißten Edelstahl-Isoliermantel. Der Unterboden ist ebenfalls isoliert. Die Isolationsverkleidung des Oberbodens ist in zentrischer Flachkegelform vorgesehen. Als Isolation wird eine Perlite-Schüttung verwendet. Die Isolationsdicke wird den entsprechenden Erfordernissen angepasst. Der Isolationswert ist in etwa mit Mineralwolle vergleichbar. Die Vorteile dieses Materials gegenüber anderen Dämmstoffen sind: - biologisch unbedenklich |
|
Ausstattung
|
|
| Attribute | Wert |
|
Unterboden |
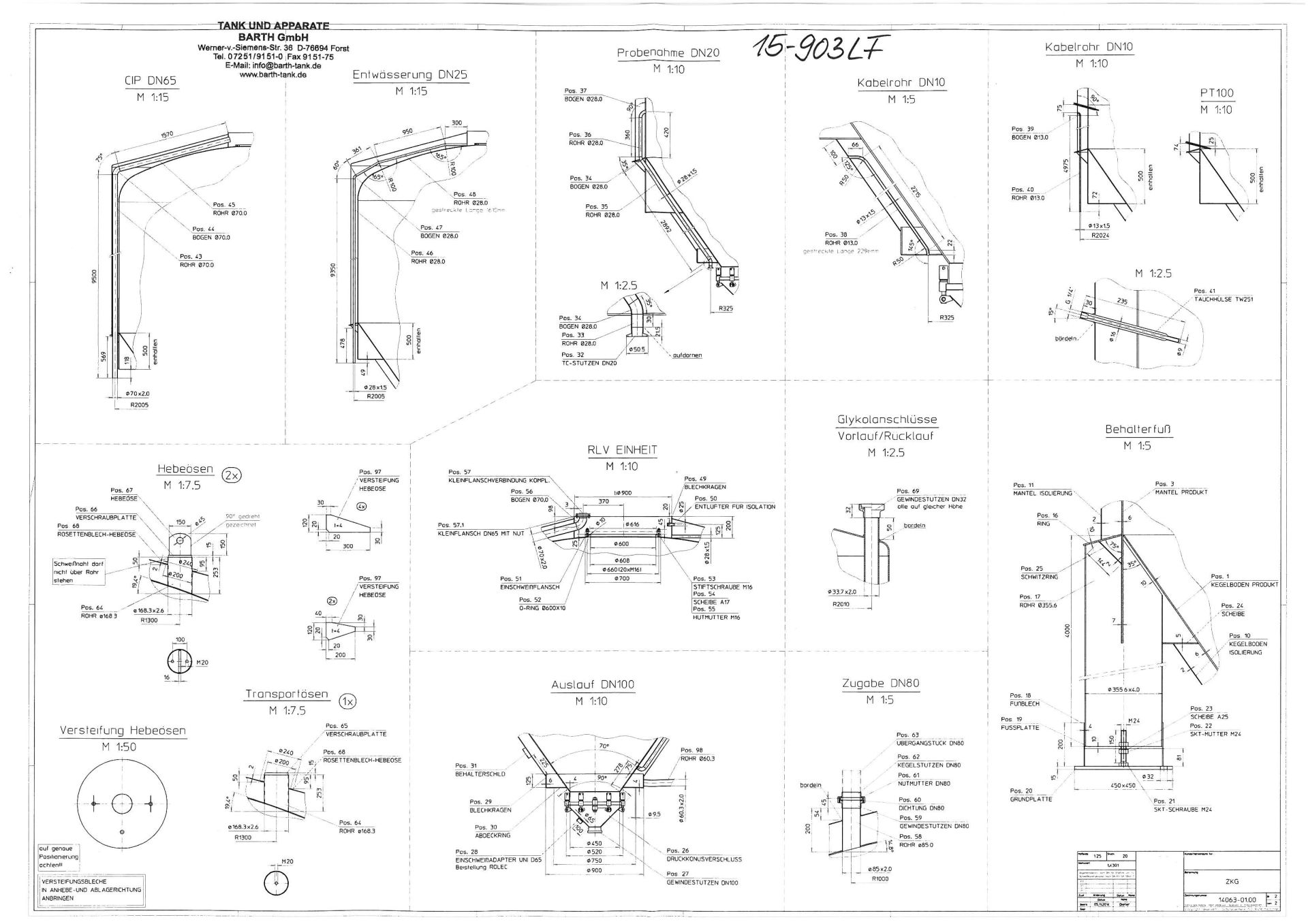
- 1 Konusdomverschluss DN - Zentrisch in der Kegelspitze - Zusätzlich ist ein - 1 Behälterschild - Probeventil: |
|
Anmerkungen |
- Zeichnung |
|
Anmerkungen |
Auslegung: Die Behälter wurden zylindrisch stehend mit oberem Klöpperboden nach DIN 28011 hergestellt. Der untere Boden ist als konzentrischer Kegelboden mit einem Innenwinkel von 70° konzipiert. Abtragung: Nach dem Justieren des Behälters im leeren Zustand wird die massive Fußplatte mit dem Boden verankert und mit einem Rohrüberschieber am Fuß umlaufend verschweißt. Zur zusätzlichen Stabilisierung sind im Konusbereich je Fuß eine Druckstrebe angebracht. Verarbeitung: Oberflächen: Plastisch verformte Teile, z.B. Klöpperböden sowie der gesamte Konusboden, erhalten einen sauberen Aufbauschliff bis zu einer Rautiefe von Ra ≤ 0,6 μm. Ansonsten verbleibt die kalt gewalzte, walzblanke Oberfläche IIB. Äußere Oberfläche: Sonstige Oberflächenbearbeitung: |